خودکفایی صددرصدی کشور در ساخت قالبهای فلزی خودرو/ ایمنی بالای بدنه محصول تارا
مدیر امور قالب و ابزار شرکت طراحی مهندسی و تامین قطعات ایران خودرو (ساپکو) از خودکفایی صددرصدی ساخت قالبهای فلزی در کشور خبر داد.

علیاکبر خادم در اینباره گفت: در ساخت قالبهای ریختهگری و پلیمری اقدامات بسیاری برای خودکفایی انجام شده و پس از انتقال دانش فنی، شرکتهای بزرگی فعالیت خود را آغاز کردهاند؛ با این حال سرعت تولید این قالبها را نمیتوان با قالبهای پرسی مقایسه کرد و تلاش ما این است که امسال، سطح خودکفایی این قالب ها را به بالای ۹۵ درصد و در بخش قالبهای ریختهگری به بالای ۹۰ درصد برسانیم.
وی اضافه کرد: یکی از موضوعات اصلی قالب و ابزار تغییرات مهندسی است که در گذشته، منجر به طراحی مجدد قالب میشد، اما امروزه با استفاده از نرمافزارهای شبیهسازی و هماهنگیهایی که بین بخشهای مختلف صنعت قطعهسازی انجام میشود، این تغییرات به حداقل رسیده است.
وی در خصوص محصول جدید ایران خودرو با نام «تارا» و وضعیت خودکفایی ساخت قالبهای آن افزود: در خودروهایی که پلتفرم آنها متعلق به ما نیست، چندان تغییراتی در قالب ها صورت نمیگیرد، اما در برخی پروژهها مانند تارا که طراحی آن در ایران خودرو انجام شده، استفاده حداکثری از ورقهای تولید داخل با استاندارد مورد نیاز صنعت خودرو و سهم اندک ورقهای خارجی که منجر به ایمنی خودرو در سطح استانداردهای جهانی شود مد نظر بوده است، با این تفاوت که قالبهای چدنی- فولادی به طور کامل به قالب فولادی تبدیل شده است. براساس آنالیز مدلهای شبیهسازی شده در نرمافزارهای مختلف و بدنبال آن آزمونهای انجام شده در مراکز معتبر اروپایی، استحکام و ایمنی سرنشینان و عابر پیاده مطابق با استانداردهای داخلی و اروپایی تایید شده است.
خادم، سطح خودکفایی قالب های پرسی در محصول تارا را حدود صد درصد ارزیابی کرد و گفت: هنوز برخی قالبها در قطعات پلیمری از خارج وارد میشود و در قطعات ریخته گری نیز به دلیل کاربرد نوع ارتقا یافته موتور TU5، بیشتر قالبها در داخل کشور تامین میشود.
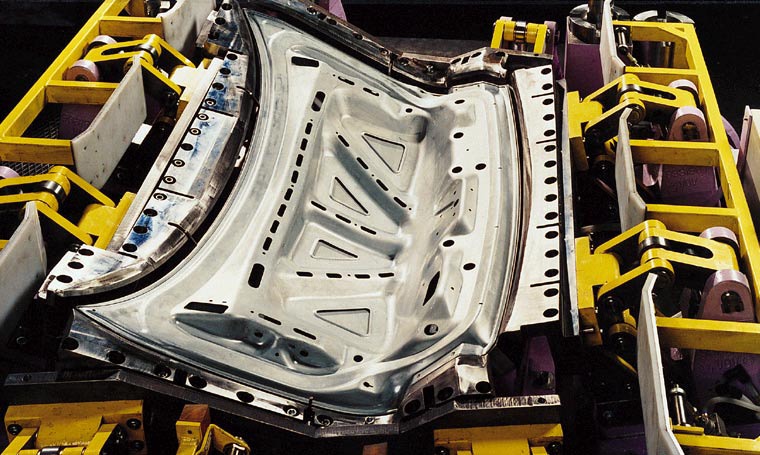
مدیر امور قالب و ابزار ساپکو از جمله قالب های طراحی شده در فرآیند خودکفایی محصول تارا را، طراحی و ساخت قالب رام این خودرو دانست و تصریح کرد: این قطعه نخستین بار در داخل کشور قالب ریزی شد و تمامی ابزارها و فیکسچرهای کنترلی آن بدون تغییری در کیفیت، داخلی سازی شده است.
خادم در خصوص صنعت قالبسازی کشور اشاره کرد: قالبسازان ما در ۲۰ سال گذشته به طور یکنواخت رشد و ارتقا داشتند و برخی از آنها محصولات خود را به کشورهای دیگر نیز صادر کرده اند.
وی با بیان این که در برنامه هم افزایی قالبسازان، جلوگیری از خرید قالب از خارج بهصورت مصرانه دنبال میشود، اضافه کرد: قالب ها از دو منظر مواد اولیه و طراحی و ساخت با یکدیگر تفاوت دارند. در مواد اولیه، توسعه تکنولوژی و انتقال دانش فنی بهخوبی انجام شده است. در خصوص طراحی و ساخت قالب با تکنولوژی ماشینآلات نوع قالب ها هم تغییر کرده اند؛ با استفاده از دستگاهها و ماشین آلات جدید و بسیار پیشرفته، قالبسازی به روش مدرنی انجام شده و از تجهیزات جدیدتری استفاده میشود. در قالبسازی بدنه تارا روشهای شبیه سازی به منظور صرفه جویی در زمان به انجام رسیدن پروژه استفاده شده است.
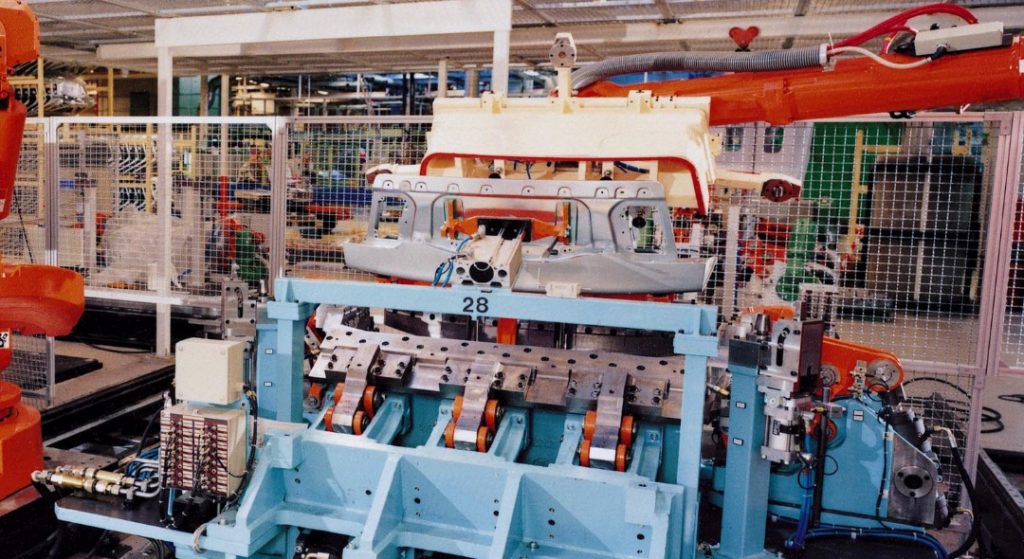
خادم تصریح کرد: در ساخت قالبها توان طراحی و تولید قطعات بزرگ G1 و G2 به صورت تولید دو قطعه هم زمان در یک ضرب پرس (دوکویته) و با طراحی دو بلنک جدا و انتقال همزمان دو بلنک برای قالبهایی که در یک ضرب دو قطعه تولید میکنند (بلنک جزیرهای) را نیز برای نخستین بار در خطوط اتوماسیون تارا اجرایی کرده ایم. طراحی و ساخت و تولید درب خودرو به روش جدید (رولر همینگ) برای نخستین بار است که در ایران صورت می گیرد، پیش از این تجهیزات مذکور از منابع خارجی تامین میشده و این فناوری جزء دستاوردهای پروژه تارا محسوب می شود.
مدیر امور قالب و ابزار ساپکو بر استانداردسازی صنعت قالب و ابزار کشور تاکید کرد و افزود: علاوه بر داخلی سازی، فرآیند طراحی و ساخت قالب در داخل کشور نهادینه و استاندارد شده است. این استانداردها سبب شده، قالبسازان نیز برای دستیابی به الزامات آن، خود را ارتقا دهند.
وی خاطر نشان کرد: با پیشرفت تکنولوژی و فعالیت هایی که انجام شده است، قالب های تولیدی کنونی تا بالای دو میلیون ضرب نیز قابلیت تولید دارند.
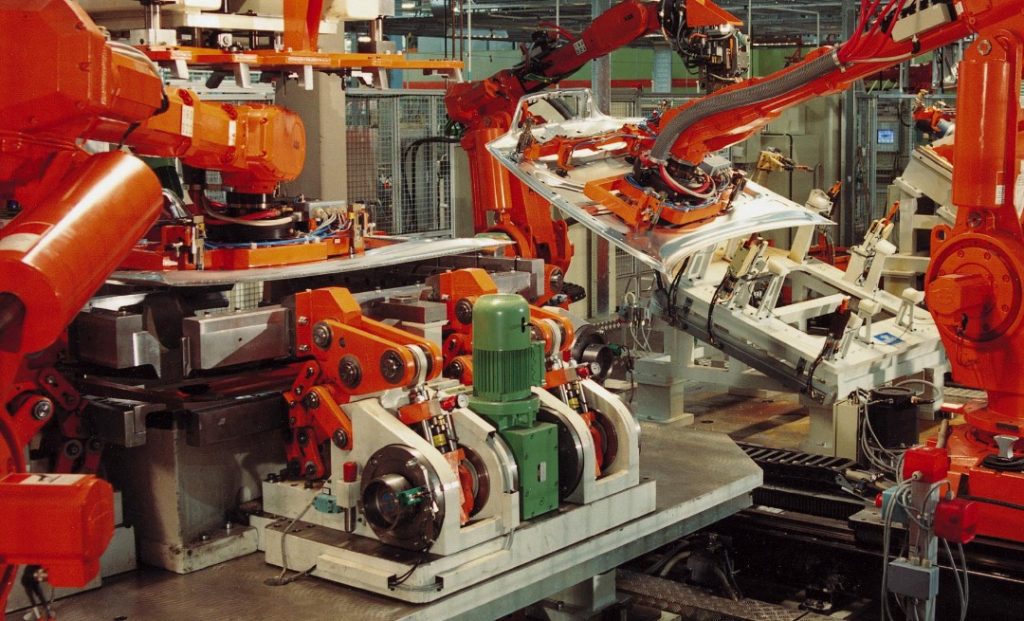
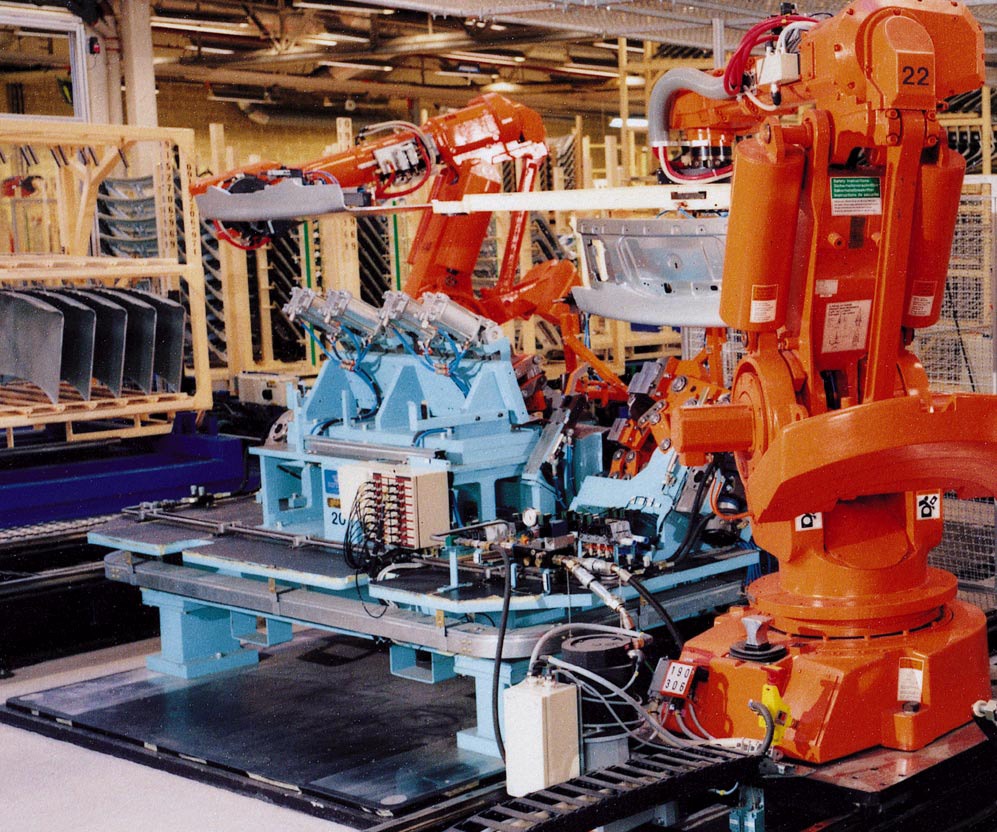
فرم دهی و همینگ (Forming & Hemming)
شکل دهی فلز (Forming)، فرآیند تغییر شکل قطعات فلزی از طریق اعمال نیروی مکانیکی است. قطعه کار بدون افزودن و حذف مواد تغییر شکل داده و جرم آن بدون تغییر باقی می ماند.همینگ (Robotic Roller Hemming) و درز (Seaming) دو فرآیند مشابه فلزکاری هستند که در آن یک لبه ورق فلز روی خود برگردانده می شود. همینگ فرآیندی است که در آن لبه به سمت خود چرخانده می شود، در حالی که یک درز به لبه های دو ماده می پیوندد.در خطوط تولید صنعتی در گذشته فرایند همینگ (Hemming) از طریق پرس و در چند مرحله با سرمایه گذاری هنگفت انجام میگرفت، ولی امروزه همینگ رباتیک با سرمایه گذاری بسیار کمتر و قابلیت انعطاف بیشتر جایگزین روش قبلی شده است.از ربات های همینگ (Roller Hemming Tools) معمولاً برای تقویت لبه، پنهان كردن سوراخ ها و لبه های ناهموار، و بهبود ظاهر استفاده می شود.درزها به طور معمول در صنایع غذایی روی کالاهای کنسرو شده، اتومبیل های پارک تفریحی، سقف فلزی (با درز سقف) و در صنعت خودرو استفاده می شود.
مزایا
- هزینه پایین تر نسبت ساخت به قالب های همینگ برای تیراژ های پایین تر
- استفاده از یک دستگاه برای چندین محصول
- انعطاف پذیری و امکان اعمال تغییر سریع
- عدم محدودیت و انعطاف پذیری کامل برای انواع شکل ها
- سرعت، دقت و ظرافت بالا در شکل دهی
- جلوگیری از خطرات و فرسایش نیروی انسانی